
The automobile industry is highly competitive due to the rapid expansion of industrialization, globalization, environmental commitments, and high protection requirements. However, the magnanimity of a firm does not guarantee success. Success in this industry is determined by the ability of firms to innovate and to create value.
Toyota's beginning was humble with its consistent and fuel-efficient manufacturing in the presence of giant companies, such as Ford and GM. On the other hand, the rise of Toyota in the automobile industry was not overnight. The company made improvements with each model and raised its manufacturing standards little by little.
Toyota became the world's leading global car manufacturer by ousting its main rival, Volkswagen Group, with about 9.5 million units sold in 2020. The automobile giant enjoys market dominance in more than 170 countries all over the world.
To examine the economic health of Toyota, here is a glance over the key growth indicators of Toyota:
- Toyota's revenue was $247 billion in 2022
- Toyota's operating income was $24 billion in 2022
- Total number of Toyota employees in 2022: 372,817
- Number of Toyota units sold in 2022: 5.14 million
- Toyota generated around $128 billion from Japan in 2022
- Toyota's market cap was $194.29 Billion as of Feb 2023
The Japanese automobile brand is engaged in the design, production, assemblage, and sale of commuter cars, minivans, commercial automobiles, and associated parts and accessories, mainly in Japan, America, Europe, and Asia. This incredible journey of Toyota has many lessons for the success seekers in the industry. This strategy study comprehensively outlines the steady rise of Toyota as a gigantic auto manufacturer from the beginning.

Origins Of A Gigantic Auto Manufacturer
Toyota is a Japanese auto manufacturing company headquartered in Japan. Its journey in the automobile industry started with the commencement of its operations in 1933.
It all started with Kiichiro Toyoda, who came forth with the idea of Toyoda in 1894 and launched it in Shizuoka Prefecture, Japan. Kiichiro Toyoda was the son of Sakichi Toyoda, a well-known creator, and originator of Toyoda Automatic Loom Works. Kiichiro went to America for higher studies and was impressed by American cars. Upon his return, he asked his family members to fund an automotive development program, and thus, the tale started.

{kind=link}
In the beginning, all the operations were as a division of Toyoda Automatic Loom Works that provided automated looms to Japan's weaving industry.
However, after running as a division of Toyoda Automatic Loom Works, Ltd for a few years, the company created by Kiichiro Toyoda became a separate corporation in 1937. Today's Toyota Motor Corporation was born in 1982 by merging the Toyota Motor Corporation and Toyota Motor Sales. It is integrated under Japan's Commercial Code and exists under the Companies Act.
Did you know?
In the beginning, the company was called Toyoda, but as the company started exporting heavily into the US, it needed an emblem that would work in both languages. So there was a competition in 1936 to suggest a new name, and the term Toyota which is linked to the lucky number 8, was the most popular choice.
Let's talk about the beginning of Toyota cars:
The company started with the production of passenger cars, but their production was stopped in World War II as they focused on the production of trucks. However, later in 1947, the production of passenger cars resumed with the introduction of the Model SA. By the 1950s, the production units of Toyota started operation in full swing.
Toyota Motor Sales, USA, Inc was created in 1957, while the Toyopet sedan was introduced into the market the following year in the USA.
However, it got poor response due to high price and inadequate horsepower. Toyopet was then redesigned in 1965 and rereleased as Toyota Corona, which was the first notable achievement in the United States. The company gained rapid growth during the 1960s and 70s and started venturing into foreign markets.
The company experienced considerable growth in the 21st century. However, the global economic crisis of 2008 hit the company tremendously.
Toyota functioned through 528 merged subsidiaries and 201 associated corporations by 2020, out of which 72 corporations were accounted for via equity technique.
Today, there are about 200 countries and regions where it sells its automobiles. However, its primary automobiles markets are Japan, Asia, North America, and Europe.
Toyota Motor Corporation, Daihatsu and Hino, Toyota, and Lexus are the key brands. The primary operations of the company are conducted in the automotive industry. However, it also carries out business in finance as well as other sectors.
Market Share And Success Factors
Looking into the automotive industry's competition, you will see a dramatic change, especially during the last decade due to the gains and failures of the automobile manufacturers on pursuing the expansion of the market dynamics from the skill to design suitable for every market for the creation of fitting customer relations.
The market share of Toyota was 10.2 % in 2000, ranking Toyota 3rd. It improved to 10.8 % in 2017, ranking them 1st.
Currently, Toyota leads the industry with a 12.6% market share, as of March 2021.
Here is a Toyota 2019-2020 market share breakdown continent-wise:
- North America: There was a 14.78% increase in the company's market share in the 4th quarter of 2020, 13.40% more than the previous quarter. Conversely, a decrease of 16.39% was observed in the company's market share in the last quarter of 2019.
- Europe: The market share of Toyota in Europe showed a rise of 7.08% in the 4th quarter of 2020, 5.91% more than the previous quarter of the same year. However, an increase of 6.26% was observed in the market share of Toyota in 2019.
- Latin America: The market share of Toyota rose 8.30% in the 4th quarter of 2020, 7.69% more than the previous quarter. On the flip side, the company's market share decelerated by 12.63% in the fiscal year of 2019.
- Region of Asia Pacific: The market share of Toyota showed a rise of 8.28% in the 4th quarter of 2020, 7.67% more than the share in the previous quarter of the same year. Conversely, a decrease of 11.73% was observed in the market share of the company in 2019.
Toyota stood at the 1st position with a market share of 12.6% by 2021 in manufacturing vehicles worldwide. Volkswagen Group took the 2nd position with a market share of 11.4% in the same year, while Renault Nissan Alliance occupied the third position with a market share of +10%. Stellantis took the 4th position with a market share of +9.8%.
Toyota's main success factors
- State Of Art Production Facilities
Toyota's state of art production facilities are located worldwide, which collect and produce vehicles for domestic markets and international markets. JIT Production, together with lean manufacturing, is the main success factor of the company, which helps it maintain its dominant position in the automobile industry worldwide.
- Innovative Practices
To optimize its production and supply techniques for vehicles across the world, Toyota initiated its plan of Innovative International Multi-purpose Vehicle (IMV). This is to meet its ever-growing market demand in over 142 countries worldwide.
- Wide-Ranging Research & Development Practices
The values, such as quality, robustness, dependability, environment-friendliness, and expedient, define Toyota's Research and Development practices. The bulk-produced hybrid gasoline-electric automobile is one of the primary vehicles produced by Toyota by using novel technology. It showed the immense sale of two million globally in 2010. Other technology-based facilities of Toyota are the Advanced Parking Guidance method, eight-speed automatic transference.
Competitors' analysis
The close competitors of Toyota are Volkswagen, Daimler, Ford Motors, General Motors, Honda Motors, BMW group, SAIC motors, Stellantis, Hyundai motors, Nissan Motors, Tesla, and Suzuki motors.
The illustrative description of the top Toyota's competitors according to revenue generated in 2020 is given below:
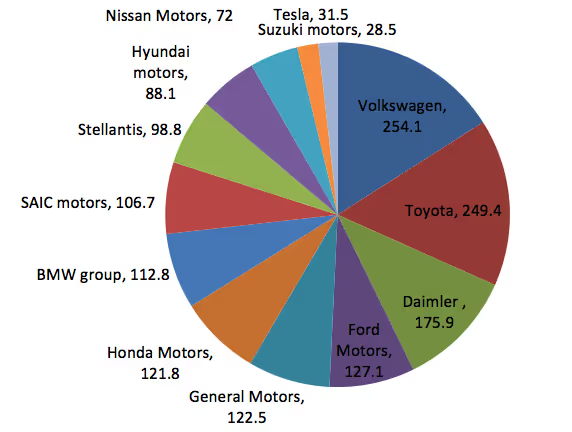
Volkswagen was the top competitor of Toyota, with a revenue of 254.1 billion US dollars in 2020.
International growth
The international expansion of Toyota started in 1959. The company signed its first distributor contract in Denmark in 1963. In 1963 it also stepped into the Australian market, which remained its major exporting market between 1963 and 1965.
Entry into the American market
The journey of Toyota began in America with the establishment of Toyota Motor Sales, USA, Inc., in 1957, by launching Toyopet. However, it was poorly received by Americans due to its low horsepower and overpricing. But that changed with the successful launch of The Land Cruiser, a 4×4 utility vehicle released in 1958.
The company gained its first significant success in America with the launch of Corona in 1965, which was created for Americans. With its potent engine and automatic conduction, Corona helped improve the sales of Toyota tremendously to more than 20,000 units.
Toyota earned the status of third-best-selling import brand by 1967 in America. Toyota became the number one imported brand by 1975 by outshining Volkswagen in the United States. It established its new national sales headquarters complex in 1982.
Emergence as an American automaker
1986 was the year that Toyota debuted as an American manufacturer, with Corolla FX16 entirely produced on American soil. The success of Toyota strengthened in America by 1986 by becoming the first import automaker to sell more than one million vehicles in America in a single year, racking up sales of 1,025,305 cars and trucks.
Throughout the 1990s, Toyota experienced tremendous growth in the American market. However, with the success of the Camry, a passenger car, in 1997, Toyota's success touched its peak in the American market. By 2011, Toyota ran 14 plants across North America, including facilities in different states of the USA, namely California, Texas, Kentucky, Mississippi, and others. Toyota's Car Evolution
Launch in the European market
Toyota stepped into the European automobile industry by importing its first vehicle in the 1960s. However, Toyota's venturing into the automobile markets of the UK, Germany, France, and Italy was difficult due to their rigid sales system as carmaker countries.
The company gained growth in Europe from 13 units in 1960 to 59000 units in 1970. The marketing strategy of Toyota in Europe was composed of one distributor in every country. In 1970, Toyota opened its office in Brussels, Belgium, which became Toyota's operation center in Europe.
Europe attained the position of the second-largest international market of Toyota in 1972. In 1980, Toyota imported more than 300 thousand units to Europe. At the beginning of the 1980s, the growth of Toyota's exportation to Europe became slow for ten years due to obstacles from the governmental procedure protecting their home industry.
Emergence as a European automobile producer
In 1992, Toyota started automobile production in Europe, opening a Toyota Motor Manufacturing in the UK. For the procurement of automobile parts, Toyota preferred suppliers from Europe.
For improved product quality from the suppliers, Toyota Motor UK systematized a Technical Support panel. In 1994, Toyota Motor Manufacturing Turkey was established to produce Corolla Verso and Auris models, its second manufacturing plant in Europe.
In 1998, the second assemblage plant of Toyota Motor Manufacturing UK started producing Corolla liftback models. As, by now, Toyota had production units in European markets, so for the management and organization of its European operations, the company opened Toyota Motor Europe Manufacturing in Belgium in 1998.
Toyota developed Le Rendez-Vous Toyota in Paris in 1998 to become Toyota's best showroom for the support of its marketing operations. However, in 2000, the Toyota Europe Design Development was initiated in France to support research and development activities to handle design ideas for the European market and manufacturing support for models and plan research data for Europe.
European Global Production Centre, a supporting facility, was established in the UK in 2006 to train manufacturing and managerial staff across Europe. However, for the production of Toyota Camry, Toyota established its last production unit in Russia in 2007.
Toyota international centralization in Europe:
The entry modes of Toyota in Europe were different due to its size and different government policies. Toyota established its facility in Denmark and then disseminated its products straight to the countries around. However, the exportation policy altered in the second period, as the UK became its center of assemblage.
Supply Chain Efficiency & Demand And Loyalty Stimulation
Toyota's supply chain comprises three main sections: first-level and second-level suppliers and original equipment manufacturers (OEMs). Original equipment manufacturers focus on parts and services with a high and apparent competitive advantage and are outsourcing.
However, numerous supplier companies constitute the first level of the supply chain of Toyota and can manufacture everything from individual spare parts to the whole axle assembly.
Second-tier suppliers are composed of thousands of smaller companies that work with original equipment manufacturers only indirectly through other suppliers.
The suppliers earn the production orders of Toyota with low bids. No supplier shares data in manufacturing methods in advance due to cut-throat bidding competition. In addition to this, manufacturers are unsure if suppliers could diminish manufacturing costs through novel methods.
A considerable amount of inventory stocks is held by the first and second-level suppliers in warehouses because of the variable nature of orders.
Just-In-Time production system
The innovative methods constitute the product structure of Toyota. Heijunka scheduling is one of the main parts of the supply chain of Toyota, with the help of which it meets rapidly growing market demand without keeping surplus inventory.
The Just-in-time system of Toyota has made its production system efficient and more receptive to erratic demand.
Work in process and waiting in between procedures has significantly diminished due to a just-in-time system as raw materials arrive at the production space immediately when required. Consequently, the stock is removed.
On hand stock is condensed because of the just-in-time system as minor lots diminish the stock required at the production units to function. As a result, the production decisions of Toyota are flexible due to reduced stock, and it enjoys low costs all over the whole supply chain.
Heijunka (production scheduling)
Heijunka is a Japanese word for leveling/smoothing and to make flat the waves of production. It is what Toyota's production schedule is determined by, along with the help of demand leveling.
The total quantity of production orders for a specific planning period such as 1-2 months are broken down by demand leveling into scheduling intervals such as weekly or daily. Next, the Heijunka calculation terms a repetitive manufacturing sequence for the scheduling interval, dictating the model mix scheduled on a specific line.
The program is then moved into the operation phase through the manufacturing and allocation of Kanban cards. Though meeting demand is usually variable, Heijunka scheduling and demand leveling allow Toyota to meet demand without holding excess Inventory.
Kanban (a visual record)
To administer the stream of raw material on the assembly line, Toyota developed Kanban in the 1950s, a visual record system. The Kanban procedure has created an optimal production setting based on competitiveness.
Toyota uses two kinds of Kanban cards to manage the stream of raw material through their manufacturing system. The production ordering Kanban, which is one of its types, indicates an upstream procedure to manufacture a specific amount of parts. The withdrawal Kanban card works to connect two procedures.
An example of Toyota quality control
If a minor defect such as a seatbelt is fitted improperly, the employees can pull a cord, stopping the production line until the issue is resolved.
According to reports, Toyota plant workers in Georgetown, Kentucky, stop the production line 2,000 times a week. No wonder Toyota products are considered reliable worldwide. On the other hand, workers at Ford's truck plant in Dearborn, Michigan, do so only twice a week, which shows the mistrust between workers and managers.
That is not it; continuous improvement is what drives the brand. This is what enables Toyota to trim material costs and production time regularly. Maybe you can remember how the company lowered the base price of its 1997 Camry by 4%, after streamlining the front-bumper assembly from 20 parts to 13 and reducing the number of steel body fasteners from 53 to 15. Improvements like these allow Toyota to assemble a car in 21 hours, vs. 27 for Chrysler, 25 hours for Ford, and 29 for GM.
At The Forefront Of Manufacturing Innovation
Toyota was a company started in the 1930s intending to make good-quality Japanese cars at a lower cost compared to American imports. It was not intended to match American ones for scale, but by the 1970s, Toyota was outselling American cars.
Toyota's culture of innovation is undoubtedly the reason behind this success which covers everything from TPS (Toyota Production System) to technological advancements and customer relations.
Innovation is more than just technology
It is not just technological innovation but also the effort to enable people to live a better life is what innovation in today's business market is, and Toyota seems to understand it all too well. From eco-friendly fuel-efficient cars to mobile car subscription services to less waste-based manufacturing processes to self-driving cars to prototype concepts to advance paraplegic's ability to move easily in the world, Toyota is the definition of the future of mobility.
Shift to smaller fuel-efficient vehicles
In 1993, Toyota shifted its focus to escalating global warming issues, energy resources, and air pollution. By this time, the company already has remarkable advances in vehicle safety. This gave birth to an idea of a compact car with excellent fuel efficiency and a wide interior that today we know as the Prius.
Prius, a product of Toyota, is an efficient amalgamation of a gas engine and motor and is the first mass-produced hybrid vehicle in the world. This new structure lets the Prius move more swiftly than conventional engine automobiles of similar size and performance. Toyota's key practices for its efficient global operations include novel technological and products creation, low-volume automobiles to balance local manufacturing, manufacturing of inclusive automobile models that span several regions, and backing up out-of-the-country factories.
It is not just Prius; Mirai is another product to talk about with a sophisticated design and technology. But it's not the design that makes this vehicle worth mentioning here; it's the eco-friendly nature of the car that runs on hydrogen, with its only by-product being water.
These cars can go farther and refuel quicker than any electric vehicle. Sure, some manufacturers offer hydrogen fuel cell vehicles on a limited basis, but Toyota Mirai is the first mass-market commercially available hydrogen cell-based car.
Less waste-based manufacturing process
In the supply chain chapter, we have touched on Toyota's production process, including JIT (just in time technique). Now, let us take you further with Toyota's lean manufacturing and TPS techniques that allow the company to produce less waste and improve productivity while also caring for the environment.
TPS or Toyota Production System is the company's original philosophy involving two concepts Jidoka and JIT. Jidoka is a system for speedily identifying and correcting any problems that could lead to defective production. JIT is all about refining and coordinating every production procedure to only manufacture what is required by the next development in the sequence.
In this way, Toyota is able to reduce 7 types of waste, including:
- Overproduction of products.
- Waiting waste, produced from goods not being moved or processed.
- Transporting waste as excessive moment and handling not only causes quality to deteriorate but is also expensive.
- Unfitting process with equipment and technology that is high-precision and lavish but not needed. Toyota uses low-cost automation coupled with perfectly maintained machines.
- Excess Inventory waste that allows reducing lead times does not take productive floor space, avoids delays in problem identification, and improves communication. Unnecessary motions waste connected to ergonomics.
- Manufacturing defects waste which helps reduce rework. Otherwise, it directly affects the bottom line and can result in an incredible cost to companies.
Towards environmentally conscious vehicle production
Toyota Production System philosophy includes the 3Rs referring to reduce, reuse and recycle. The brand has formulated a policy to utilize resources more efficiently, decrease CO2 emissions by 90%, and decrease environmental risk factors.
Reducing CO2 emissions is why Toyota has launched hybrid cars, electric vehicles, the ultimate eco-car, fuel cell vehicle cars, and plug-in hybrid vehicles. These cars consume less fuel and work while reducing CO2 emissions.
Toyota's 6th action plan for environmental changes has recently ended, and the 7th action plan is in effect, which is a 5 years plan (FY2022 to FY2026).
Following the 6th action plan, Toyota made policies to minimize their resource consumption and execute production activities that decrease the volume of unwanted substances. Toyota has also been promoting the advantages of electric-powered forklifts and institutionalized recycling programs to reduce pollution. The company requests its suppliers to use environmentally-friendly materials.
Toyota's 7th environmental action plan follows four factors under the company's environmental vision 2050. Toyota Industries Group has announced to operate as one to work on achieving these targets.
Here are the four targets set by Toyota in its 7th environmental action plan:
- Forming a carbon-neutral society.
- Establishing a society based on recycling.
- Decreasing environmental risks and creating a society in coherence with nature.
- Environmental management encouragement.
Every year Toyota releases its yearly Environmental Report to show how they are tracking versus their goals and what are the priorities for the next years.
Creating Products For Every Segment Of Society
Customers want value, and that is precisely what Toyota gives them. Both price and use wise, Toyota cars are quality-made, reliable, durable, and fuel-efficient. No wonder you can still see Toyota models bought 20 years ago on the road, making their owners happy.
The automobiles manufactured by Toyota can be categorized into:
- Hybrid Vehicles
- Conventional engine automobiles
- Fuel cell vehicles
The product line-up of Toyota includes subcompact cars, sport-utility vehicles, mini-vehicles, specialty cars, compact cars, recreational, pickup trucks, mid-size, minivans, and buses.
Today, the company is the world's largest carmaker and global leader in hybrid electric vehicles.
For people who desire luxury, Lexus is an excellent option. At the same time, Scion, which is another one of Toyota brands, is fantastic for people who have their hearts set on something sportier.
Several Toyota sedans provide comfortable seating and a mix of features for individuals drivers and families. For example, Corolla is an excellent choice to seat 4 to 5 passengers comfortably, with its latest models providing more legroom and fuel economy is always a plus of Toyota Corolla. Camry, a household name in the USA, is a 4 cylinder engine quiet and smooth-riding vehicle. The car is roomier than Corolla and offers better variety when it comes to features. Avalon is another fuel-efficient 5-passenger car with a large truck.
For efficiently moving families, Toyota SUVs like 4Runner and Land Cruiser. 4Runner is a conventional, mid-size with body-on-frame SUV that seats 5 people in a well-equipped interior, while Land Cruiser can seat 8 people and comes with a big V8 and a capacity to tow up to 8,500 pounds.
Toyota Trucks like Tacoma (smaller pickup) and Tundra (big pickup) are also picked by thousands of drivers worldwide due to their solid-made and other features.
For budget-minded people, Toyota compacts like Yaris, Matric, and Yaris iA are fantastic choices. They are practical, have excellent gas mileage, and are economical. Where Yaris and Yaris iA are smaller, Toyota Matrix is a (similar to Corolla) 5-seat hatchback and is roomier than the other two.
For environmentally-conscious consumers, Prius and Highlander Hybrid are excellent choices. However, they cost more than conventional ones, especially Mirai, which is a hydrogen fuel car. For budget-friendly people, Corolla hybrid or a few models of Camry Hybrid can do the trick.
Brand and its ideology breakdown
The success of Toyota is significantly due to its powerful genetic formation composed of its unparalleled production system approach that has successfully been passed through the decades. The production system approach of Toyota is not just a mere technique but an essential component of the way Toyota works.
Key contributors
Sakichi Toyoda
Sakichi Toyoda was a devoted loom inventor and founder of Toyota Industries Corporation. He is the one who perfect the art of JIT technique in his loom upon which Toyota's famous Production System is based.
After his death, the principles he promoted were delivered to the next generations.
Kiichiro Toyoda And Risaburo
The principles that Sakichi promoted were articulated with the combined efforts of Sakichi's elder son and son-in-law five years after his death.
Here are its five principles:
- Be truthful to duties and contribute to overall goodness.
- Be diligent and inventive to stand at the forefront of the times.
- Be realistic and avoid frivolity.
- Strive for the creation of a warm and friendly atmosphere at the workplace.
- Be respectful of spiritual issues.
Taizo Ishida
He was invited to join Toyoda by Sakichi due to his brilliant businessman skills. In the beginning, he worked as the president of Toyoda, and as Sakichi trained him, he worked as a caretaker of Toyota later.
Eiji Toyoda
He was the second son of Sakichi and was invited by Kiichiro to join Toyoda Automatic Loom by taking charge of Toyota's automotive production.
Taiichi Ohno
He started working at Toyoda in 1932 after the death of Sakichi and developed the exceptional Toyota Production structure that later became known as some Ohno Production structures.
The Toyota's Way
It is a composition of three, software, hardware, and partnerships to create inimitable value that comes from 'The Toyota's way'.
Software: Application of imaginative skills to bring societal improvements by using customer-first philosophy based on Genchi Genbutsu for the understanding of operations at their core.
Hardware: It is an elastic structure that changes with the software for the development of a platform to allow the movement of people.
Partnerships: For the mobility, strength, and happiness of all communities, customers, and partners, the company's abilities are united.
The philosophy of Sakichi has become the basic strength of Toyota and its Group companies and stays on as the philosophy that unites the Toyota Group collectively.
Mission
The binding ideology of Toyota Group is "Open the windowpane and have a look at a big world."
Vision
The following words define the vision of Toyota, research and originality, collaboration, and constancy; The vision of the company is summed up in one line.
"Mobility of everyone"
Advertising And Powerful Partnerships
The powerful partnerships of Toyota are constructed upon the code of "Customer Firsts."
The partnerships and collaborations of Toyota are for the attainment of the fair business relationship and sustainable initiatives to improve quality in terms of protection for the deliverance of a high-level satisfaction to customers. Toyota has made numerous successful collaborations with big players in the research, financial and automobile industry throughout the years.
Here are a few successful and partnerships of Toyota:
Partnering with BMW Group
Toyota collaborated with the BMW Group, which is another giant automobile vehicle, in 2011 for extensive research in lithium-ion battery technologies.
Collaboration with Mazda
Toyota collaborates with Mazda for licensing of its hybrid technologies to Mazda in 2017. The manufacturing of compressed cars for Toyota at the production plant of Mazda in Mexico was also a part of this very collaboration.
Toyota & Panasonic
Toyota made an agreement with Panasonic to examine the viability of a shared automotive prismatic battery business.
Toyota Partnering with Suzuki Ink
On the work front, Toyota and Suzuki got into a partnership in 2019 to work on potential technologies by purchasing shares of each other.
Partnership with Geely and Baidu
For the attainment of expansion in the area of self-driving automobiles and to extend research and development on an open-source sovereign technology platform, Toyota went into partnership with Chinese company Geely and Baidu.
Toyota's Partners With Yazaki & Toyota Tsusho Corporation Alongside 8 Other Companies
This big partnership was initiated in 2010 to bring improvements in different areas and establish pre-processing quality prerequisites for dismantling firms. As a result of this collaboration, the first automatic sorting technique was developed by Toyota for the prevention of pollution from diminutive impurities in 2011.
Toyota with PSA Peugeot Citroen
PSA Peugeot Citroen and Toyota got into a partnership for the production of light commercial automobiles in Europe in 2012.
Isuzu Motors Limited and Toyota Partnership
The partnership between Toyota and Isuzu was established in 2006 for the achievement of different goals, such as the development of emission-control technologies by replacing diesel engines.
Toyota advertising strategy
Being one of the top car manufacturers on the planet, Toyota follows a thorough course of action to achieve certain marketing objectives. Generally, its advertising techniques vary depending on the marketing requirements with respect to different geographical locations and cultures, which is something not many brands do. Toyota uses a mix of geographic, demographic and psychographic subdivision strategies to understand different customer groups and for customer profiling.
It is Toyota's topmost priority to put the customer's best interest on top of everything, and it is always a part of its advertisement with slogans that are changed from time to time. Toyota's advertising strategy covers billboards, newspaper TV or radio, and uses flyers, the internet, yellow papers, word of mouth, and brochures.
Many famous names in the film and sports industry have been the face of Toyota, such as Michael Sheen, Kevin Bacon, and James Marsdon.
Strategy of differentiation for each country
Toyota's main advertising technique is differentiation strategy implementation, which helps the company produce products different from those of competitors. This is actually its production and distribution strategy as well and lets Toyota price the products tactically.
For example, the marketing goals in the United Kingdom and Saudi Arabia were accomplished due to different marketing strategies applied as per consumer demand. In a country with special weather conditions, such as Saudi Arabia, Toyota provided specific automobiles to suit the customers' needs.
Even with slogans, Toyota chooses to make it different for each country:
- For Australia, Toyota's slogan is "Oh What a feeling!"
- For Europe, the slogan turns into "Nothing is impossible"
- In Japan, the company's slogan changes frequently; the current version is "Start your impossible" since 2017.
- In the US, the slogan has been "Let's go places" since 2012.
In addition to this, Toyota sponsors a number of gatherings and products as a part of its marketing strategy to grow its market share.
The automobile giant uses individual advertising approaches like general public screening to convince the masses of their programs. For example, Toyota sponsors Japan's sports racing competition aimed toward the promotion of its sports cars.
Final Thoughts And Key Takeaways
Undoubtedly, Toyota is a great success story for the newcomers in the automotive industry. By any standard, whether esoteric or mundane, Toyota Motor is one of the most booming automobile organizations in the world today.
Toyota's ascend was not overnight but a result of its humble start as a textile equipment producer in Koromo. The rise of Toyota in the presence of giant automobile producers, such as Ford and GM at the beginning of the 1980s was neither rapid nor predictable. Even though Toyota vehicles were more consistent and energy-efficient compared to the largely marketed, better-looking, and plusher automobiles of Ford and GM.
However, Toyota reduced this gap slowly and enhancement by enhancement. For example, the share of a GM in the automobile market was 40% in 1970 compared to Toyota's 2 %, which gradually rose to 3% in 1980 and to 9% in 2000. However, for the first time, it showed double digits increase of 13 % in 2006 against a 26 % fall in GM's share.
In brief, Toyota's success is best explained slowly, steadily, and progressively in a few words. Low cost, fuel efficiency, and reliability are factors that define Toyota's innovation and the products.
Following are the main take away from the success story of Toyota:
- The speed of technological change both in production procedures as well as in products is unparalleled. For example, Toyota is aimed at producing dream cars by revolutionizing protection and ecological benignity.
- Hard to emulate the management principles of Toyota management practices.
- Production systems based on risk reduction helped Toyota stand firm fluctuations to facilitate its expansion outside its home country.
- Environment consciousness is a big part of Toyota's production philosophy.